The Inside Scoop on Extrusion Blow Molding Machines
- Date:2023-12-18
- Read:7784
Written by: Steven Guan
Introduction to Extrusion Blow Molding
Extrusion blow molding is a manufacturing process used to produce hollow plastic parts. In this process, a continuous extrudate of molten plastic is first produced by extruding the plastic through a die. The extrudate is then clamped into a hollow mold and air pressure is used to force the plastic against the walls of the mold cavity.
The extrusion blow molding process was invented in the 1930s and became commercially viable in the 1950s. It allowed manufacturers to produce affordable, lightweight and sturdy plastic products at high volumes. Today, extrusion blow molding is used to manufacture a wide variety of plastic items such as containers, bottles, jars, handles, and ducts for automotive, packaging, and other industries.
In an extrusion blow molding machine, plastic pellets are first melted and extruded continuously as a parison or preform through a die. The parison is then captured by closing it into a hollow chilled metal mold. Air pressure is then blown into the parison, forcing it to expand and take the shape of the mold cavity. Once cooled and hardened, the hollow part is ejected from the mold. By controlling the temperature and air pressure, the material distribution and wall thickness of the final part can be regulated. The continuous extrusion allows production of multiple parts one after another from the same parison.
Extrusion Blow Molding Process Explained
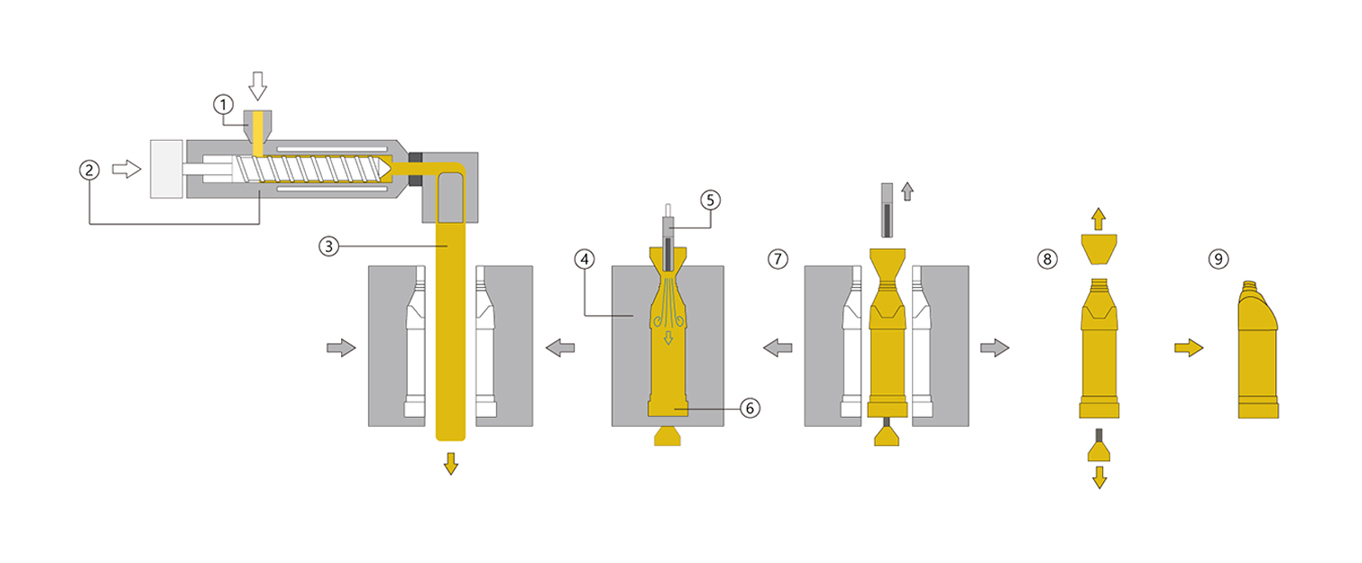
Extrusion blow molding involves multiple steps to create hollow plastic parts. This is how the extrusion blow molding process works:
1. Plastic pellets are fed into a hopper and then gravity fed into the extruder barrel. The hopper ensures a constant feed of material.
2. The extruder screw pushes, melts, and mixes the plastic as it moves forward through the heated barrel. This converts the plastic pellets into a molten tube of plastic called a parison.
3. The parison is extruded continuously from the die head through a small opening at a controlled rate.
4. The parison is then clamped into a hollow, cooled metal mold. The mold halves close together, cutting and sealing the bottom of the parison.
5. Compressed air is injected through a blow pin into the hot plastic parison, inflating it like a balloon against the interior walls of the closed mold.
6. The plastic cools and hardens into the desired shape inside the mold.
7. The mold halves open and the finished part is ejected. The mold then closes again and the cycle repeats.
8. Excess plastic from the parison is trimmed away in secondary operations.
9. The finished parts are packaged and shipped.
Here's a diagram showing the major steps in extrusion blow molding:

There are two main types of extrusion blow molding machines:
The key stages are plastic extrusion to form the parison, clamping the parison in a mold, blowing air into the parison to inflate it, cooling the plastic in the mold, opening the mold to eject the part, and trimming excess plastic. This produces hollow plastic parts in high volumes efficiently.
Raw Materials Used
The most common plastics used in extrusion blow molding are polyethylene (PE), polypropylene (PP), and polyvinyl chloride (PVC). These plastics are popular in blow molding for several reasons:
• Polyethylene (PE) - PE is well-suited for extrusion blow molding because it is easy to process and has high melt strength. PE molecules are long polymer chains that easily slide past each other, allowing the material to be stretched and shaped without breaking molecular bonds. Common types used are high-density PE (HDPE) and low-density PE (LDPE).
• Polypropylene (PP) - PP has high melt strength like PE, but also higher rigidity, hardness, and heat resistance. This makes it good for products that need durability like containers, caps, toys, and medical items. PP is a versatile plastic with good chemical resistance.
• Polyvinyl chloride (PVC) - PVC has versatility similar to PP but can be made more flexible with plasticizers. It is mechanically tough and durable with good chemical resistance. PVC is commonly used for squeeze bottles, toys, pipes, and medical products. It can be transparent or opaque.
The molecular structure of these plastics gives them viscosity, melt strength, and solubility properties that make them ideal for extrusion blow molding. Their flow characteristics, blow moldability, and cooling properties allow them to be inflated and shaped into consistent, detailed molds. These thermoplastics solidify quickly into rigid forms that hold their shape. The end products have desirable attributes like durability, hardness, transparency, and chemical resistance at low costs.
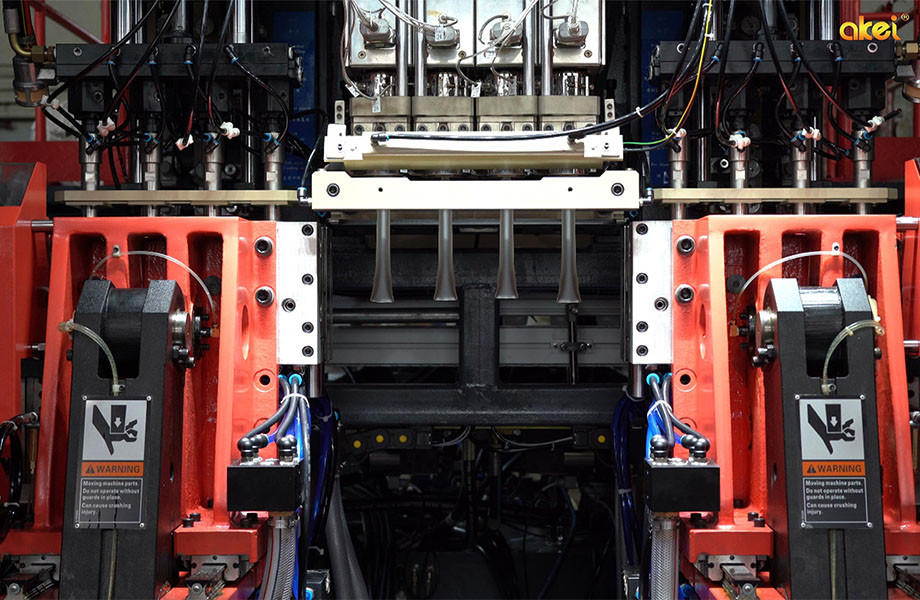
Extrusion Blow Molding Machines
Extrusion blow molding machines are used to produce hollow plastic parts such as bottles and containers. The main components of an extrusion blow molding machine include:
• Extruder - The extruder feeds plastic resin into a die head where the resin is melted and extruded continuously in the form of a tube called a parison.
• Die Head - The die head shapes the parison and regulates the flow of melted plastic. Different die heads can be used to produce parisons of different shapes and sizes.
• Molds - The hot parison is blown and formed inside blow molds that are clamped shut. The molds give the final shape to the plastic part. Molds are usually made of aluminum or steel.
• Clamps - The clamps open and close the molds after the parison is blown into shape inside the mold cavity.
• Blowing System - Compressed air is injected through a needle inside the parison causing it to inflate and take the shape of the mold cavity.
There are two main types of extrusion blow molding machines:
• Shuttle Machines – Shuttle blow molding machines can be configured to be single or double work stations. The movement of the work stations are usually run on a column in a diagonal or linear fashion.
• Rotary Wheel Machines - These machines have multiple molds mounted on a rotating wheel. As the wheel turns, each mold passes in front of the extruder and blower in turn. This allows higher production capacity.
Single-station machines have one mold and are less productive, while multi-station machines have multiple molds and can achieve higher output. Rotary wheel machines typically have 6-10 stations and are the fastest.
Single-station machines have one mold and are less productive, while multi-station machines have multiple molds and can achieve higher output. Rotary wheel machines typically have 6-10 stations and are the fastest.
Advantages of Extrusion Blow Molding
Extrusion blow molding has several key advantages that make it a popular plastic molding process:
• Faster production times compared to injection molding - Extrusion blow molding is a continuous process with parison extruded simultaneously as the molds close. This allows parts to be produced rapidly one after another. Production cycles are measured in seconds rather than minutes as with injection molding.
• Lower costs for high volume production - The continuous nature of extrusion blow molding makes it very efficient for high volume production runs. Setup costs are offset by a lower per unit cost at scale. This makes it ideal for producing consumer products like bottles and containers cost-effectively.
• Wide range of products can be produced - Extrusion blow molding is used to produce a diverse array of products from small containers up to large drums and barrels over 55 gallons. Hollow parts like tubes and hoses can also be produced without seams. The flexibility of the process allows many different products to benefit from the advantages it offers.
Limitations of Extrusion Blow Molding
Compared to injection molding, extrusion blow molding has some limitations in terms of design flexibility, types of products produced, and material strength.
• Less design flexibility - The extrusion blow molding process restricts possibilities for complex designs and shapes. Since the parison is extruded as a tube, undercuts and recesses are difficult to form compared to injection molding.
• Limited to hollow products - Extrusion blow molding can only produce hollow plastic parts. It does not allow for solid parts of variable thicknesses like injection molding. The process can make containers, bottles, tubes etc. but not solid products.
• Lower strength products - The rapid cooling and stretching of the hot parison leads to molecular orientation in the plastic. However, extrusion blow molded parts may demonstrate lower strength compared to injection molded parts, especially with thicker wall sections.
So, while extrusion blow molding allows efficient production of hollow plastic parts, designers have less freedom compared to injection molding. The process also cannot make solid parts or achieve the same material strengths possible with injection molding.
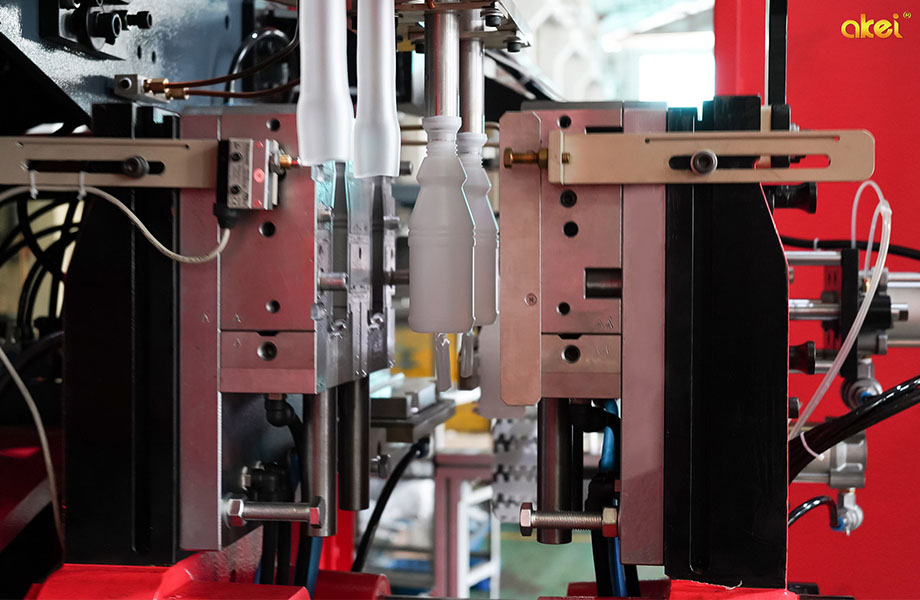
Extrusion Blow Molded Products
Extrusion blow molding allows manufacturers to produce hollow plastic products in high volumes at low costs. This makes it ideal for many common consumer and industrial goods.
Examples of Common Products
Some of the most prevalent extrusion blow molded products include:
• Plastic bottles - From soda and water bottles to containers for milk, juice, ketchup and more. The process is ideal for high volume beverage and food packaging.
• Liquid detergent bottles - Laundry detergent, dish soap and other cleaning product bottles are frequently made via extrusion blow molding.
• Toys - Many plastic toys like balls, dolls, figures, and playsets utilize extrusion blow molding. The molds can form detailed shapes.
• Automotive components - Air intake manifolds, ducting, and fluid reservoirs for cars and trucks rely on the process. It allows complex part design.
• Medical supplies - IV bags, blood bags, medical tubing, and certain disposable components leverage extrusion blow molding's capabilities.
• Other common items - Things like shampoo bottles, bleach jugs, freezer bags, and even many trash bins also use this efficient process.
Industries Utilizing It Heavily
Some industries that rely heavily on extrusion blow molding include:
• Food and beverage For all types of drink, condiment, and food storage bottles and containers.
• Household chemicals Cleaning supplies, laundry care, automotive chemicals, adhesives, and more.
• Toys and sporting goods - From playground balls to floatation devices, blow molded parts are common here.
• Medical and pharmaceutical - IV bags, pill bottles, medical tools, and many devices utilize the process.
• Automotive - It's used for fluid systems, air ducts, and interior components on many vehicles.
• Consumer goods Appliances, electronics, personal care items, and more leverage blow molding's advantages.
The versatility and efficiencies of extrusion blow molding make it ideal for mass production across many industries. Companies continue innovating new applications as the technology evolves.
The versatility and efficiencies of extrusion blow molding make it ideal for mass production across many industries. Companies continue innovating new applications as the technology evolves.
Design Considerations
When designing parts for extrusion blow molding, there are some key principles to follow:
• Keep wall thickness uniform - Variations in wall thickness can lead to defects during blowing. Aim to keep walls between 0.04-0.12 inches thick.
• Avoid sharp corners - Rounded corners and edges are best to avoid tearing or puncturing issues. Internal radii should be at least 10% of the wall thickness.
• Design for even filling - The parison needs to inflate evenly into the mold cavity. Avoid shapes that will cause uneven stretching.
• Include draft angles - Include a slight taper (1-3 degrees) on inner and outer vertical surfaces to allow for part ejection.
• Minimize projections - Projections, bosses, and ribs can make demolding difficult. When needed, keep them shallow with draft angles.
• Balance top and bottom - Try to balance wall thickness at the top and bottom of the part. This promotes even filling.
• Consider pinch-off areas - At the parison pinch-off areas, extra material is needed to compensate for stretching. Account for this in the design.
• Simplify handles and threads - Handles and threads require extra attention in design to ensure proper formation and strength.
• Allow for mold actions - Undercuts and side actions in the mold require room to operate. Allow for these mold components in the design space.
By following these design principles, you can create parts optimized for the extrusion blow molding process. Proper design helps avoid defects and produce strong, high-quality components.
Cost Analysis
Extrusion blow molding can be a cost-effective plastic molding process, but the costs depend on many factors. Here is a breakdown of the main costs involved:
• Material costs - The plastic resin itself accounts for a significant portion of overall costs. Polyethylene and polypropylene are commonly used. High volume production leads to lower material costs per part.
• Labor costs - Labor is required to operate the extrusion blow molding machines. There are some fixed labor costs regardless of production volumes. Higher volume output allows labor costs per part produced to be reduced.
• Equipment costs - Extrusion blow molding machines represent a major capital investment. But this equipment cost is spread over all parts produced over the lifetime of the machines. High production volumes lead to lower equipment cost per part.
• Utility costs - Extrusion blow molding requires significant electricity and possibly cooling water. These ongoing utility costs are volume dependent.
• Secondary processing - Cutting, trimming, printing, assembly, and packaging may be required after initial molding. The costs of these secondary steps also exhibit economies of scale.
• Quality control - Testing and quality control is essential. But QC costs can be minimized on a per part basis with large production batches.
In summary, extrusion blow molding is generally most economical at high production volumes. Significant economies of scale exist, allowing cost per part reductions as volume increases. Careful analysis of projected volumes must be done to determine if extrusion blow molding is cost effective for a particular product.
Future Outlook
The extrusion blow molding process has seen continued innovation and growth in recent years. Some key trends include:
• Increased automation and robotics - Extrusion blow molding machines are incorporating more automated features like robotic parts handling to improve efficiency and productivity. This allows for faster cycle times and reduced labor costs.
• **Advanced blow molding materials -**New grades of polyethylene and advanced polymers are being used to improve the performance properties of extrusion blow molded parts. This includes materials with higher temperature resistance, durability, and barrier properties.
• Multi-layer technology - Co-extrusion allows two or more layers of different materials to be combined, producing packaging and containers with superior gas barrier, permeation resistance, and other properties. This expands the capabilities of extrusion blow molding.
• Sustainable materials - There is growing use of bio-based and recyclable resins like PET, HDPE, and LDPE for extrusion blow molded products. This increases sustainability.
• Energy efficient machinery - Extrusion blow molding equipment continues to become more energy efficient through redesigned hydraulics, injection systems, and ovens. This reduces operating costs.
• Streamlined changeovers - Quick mold change systems and advanced process controls allow for faster material and product changeovers on extrusion blow molding machines. This increases flexibility.
The extrusion blow molding process is projected for continued steady growth globally, particularly in emerging markets. Key drivers will be increased demand for plastic packaging, containers, and other blow molded consumer products. The process will continue evolving through automation, materials development, and efficiency improvements to meet market needs. Extrusion blow molding is well positioned for the future as a versatile, cost-effective plastic molding solution.